برای پرکردن محصول در یک قالب تزریق پلاستیک به مقداری فشار در مراحل مختلف تولید نیاز است که به آن فشار تزریق گفته میشود و میتوان آن را بهوسیله شیری که سر راه مدار تعبیه شده تنظیم کرد.
از پارامترهای موثر بر فشار در ماشینهای تزریق پلاستیک میتوان به ابعاد قطعه و شکل مقطع آن، سطح عبوری و طول آن، حرارت قالب و سیلندر و اندازه مدخل ورودی مواد به محفظه اشاره کرد.

خدمات تزریق پلاستیک
امروزه خدمات تزریق پلاستیک برای ساخت انواع قطعات پلاستیکی رشد بسیار زیادی داشته است؛ این خدمات برای ساخت انواع قطعات خانگی و صنعتی استفاده میشوند.
در دستگاههای تزریق معمولا پلاستیک بهصورت مذاب درآمده و از طریق سیلندر مخصوصی با فشار از داخل قالب تزریق پلاستیک به مواد اضافه میشود.
کیفیت قطعات تولیدی به عوامل مختلفی بستگی دارند که مهمترین آنها، فشار در ماشینهای تزریق پلاستیک است. با ما همراه باشید تا درباره انواع فشار در ماشینهای تزریق پلاستیک بیشتر آشنا شویم.
دریافت مشاوره رایگان خدمات تزریق پلاستیک
انواع فشار در ماشین تزریق پلاستیک
عاملی که باعث جریان مواد به داخل دستگاه میشود، فشار در ماشینهای تزریق پلاستیک است؛ واحد آن بار بوده و مقدار آن نیز با سنسورهای موجود در نازل یا خط هیدرولیکی اندازهگیری میشود. انواع فشار در ماشینهای تزریق پلاستیک عبارتاند از:
فشار اولیه
در ابتدا مواد اولیه از طریق راهگاه به سمت داخل هدایت شده و با توجه به فشار و سرعت اولیه، قالب در طی زمان مشخصی پر میشود که این زمان با توجه به نمودارهای تزریق دستگاه قابل تخمین است.
وقتی قالب پر شد، سیلندر تزریق بهسمت جلو حرکت کرده و روی بوش تزریق قرار میگیرد؛ سپس مدار روغن پشت پیستون متصل به مارپیچ، با حداکثر فشار باز میشود.
این عمل باعث حرکت مارپیچ به جلو شده و مواد موجود در داخل سیلندر را به قالب تزریق میکند که این فشار در ماشینهای تزریق پلاستیک، با عنوان فشار اول خوانده میشود.
فشار دوم یا ثانویه
نقش فشار دوم در دستگاه این است که مواد تزریقشده به قالب، قبل از خنک و شکلگیری، از راه کانال تزریق به عقب برنگردند و به اصطلاح در قطعه مکش (فرو رفتگی) ایجاد نگردد.
پس از فشار اول حال که مواد مذاب پلاستیکی به داخل قالب تزریق شدهاند، بعد از گذشت مدتزمان کوتاهی مثلا 10 ثانیه، توسط شیرهای هیدرولیکی مدار روغن را تعویض شده و با فشار کمتری پشت پیستون مارپیچ قرار میگیرند.
فشار دوم تقریبا 60 درصد از مقداری که در مرحله باعث تزریق مواد به قالب شده بود بیشتر است. البته هر چه ضخامت قطعه که قصد تولید آن را داریم بیشتر باشد احتیاج به فشار دوم بیشتری است.
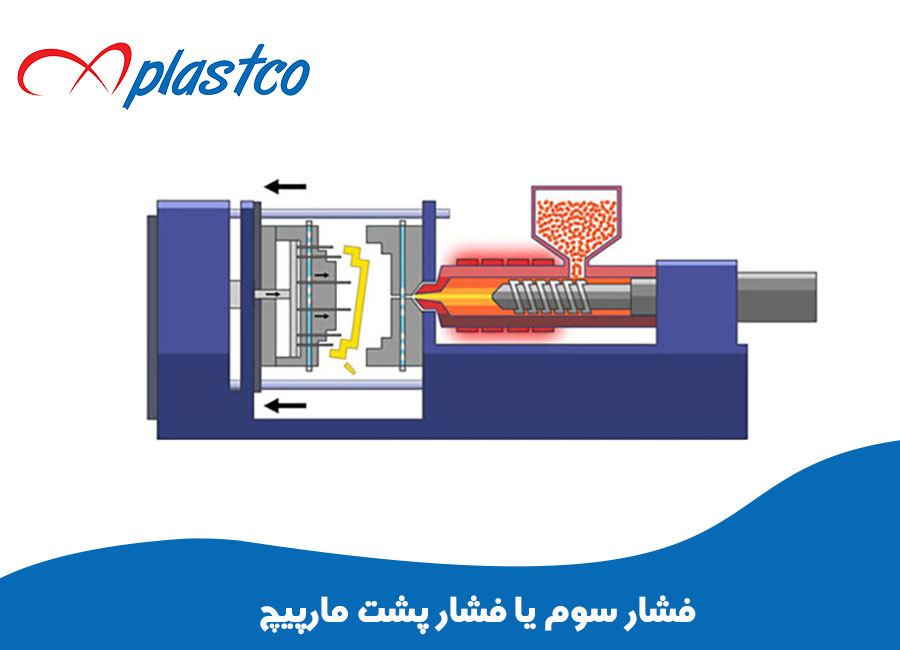
فشار سوم یا فشار پشت مارپیچ
در چرخه تولید قطعه در ماشینهای تزریق پلاستیک، وقتی تزریق انجام شد و اندکی مکث صورت گرفت، مجددا باید مواد اولیه به دستگاه وارد شود که دوباره مثل بار اول تنظیم فشار، سرعت و تراکم مواد نقش اساسی در تولید قطعه نهایی دارد.
پس مارپیچ برای بارگیری مجدد مواد بسمت عقب برود، این قطعه بهدلیل چرخش مارپیچی شکلی که دارد، مواد مذاب را به جلوی مارپیچ هدایت میکند و باعث خروج آنها از سر نازل خواهد شد.
بنابراین باتوجه به اضافه شدن مداوم مواد مذاب از ناحیه مارپیچ، در اثر ازدحام و متراکمشدن مواد در این قسمت، دائما یک فشار برگشتی به مارپیچ وارد میشود و آن را به سمت عقب میراند.
بهدلیل اینکه فشار پشت مارپیچ هوای موجود بین مواد مذاب را از بین میبرد، عمل ذوب و میکسشدن بهتر صورت میگیرد. فشاری که ضمن گردش و بارگیری مارپیچ بر آن وارد میگردد، فشار سوم نامیده میشود.
شایان ذکر است شما میتوانید در شرکت ما پلاست کو ضمن مشاوره آنلاین، از خدمات حرفهای نظیر بهترین کیفیت در طراحی قالب تزریق پلاستیکی، ساخت قالبها با بالاترین دقت و تزریق پلاستیک نیز بهرهمند شوید.
جمعبندی
خدمات تزریق پلاستیک به عنوان یک فرایند صنعتی، در تولید بسیاری از لوازم خانگی، قطعات خودرو، محصولات پزشکی و صنایع دیگر مورد استفاده قرار میگیرد.
مهمترین عامل موثر بر حفظ و سلامتی قالب، فشار در ماشینهای تزریق پلاستیک و تنظیم مناسب آن است، این فشار رابطه مستقیم با محصول تولیدی شما دارد و در صورت عدم تنظیم درست، باعث بازدهی کم و محصول بیکیفیت خواهد شد.